��ַ�����Kʡ�����h����悹��I���Ѕ^
�Ԓ��0514-88779789
�֙C��13348142959
���棺0514-88776055
�]�䣺yzhuagong@foxmail.com

һ��.�h����ȩ�������Ӊ��嶨�x�c��;
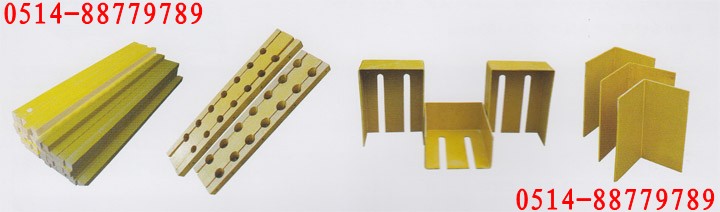
�h����ȩ�������Ӊ�������늹��ßo�A���������ԭh����ȩ��֬���ቺ���ɵČӉ���Ʒ�����иߵęCе�ͽ�����ܣ��m����늙C������O�������^���Y���㲿���������ڳ���h���l����׃��������ʹ�á�
�����h����ȩ�������Ӊ���Ҏ���c��̖��1000*2000* ��� �����Ը����͑��ĈD����Ҫ�������ɮ��ͼӹ���
�ҹ�˾�������M�ĵļӹ����a�O�䡣�ɸ����͑��ĈD���M�мӹ�. ��T�ͽ^���� U�ͽ^���� ���ͽ^���� �h�ͽ^���� ���ͽ^���� L�ͽ^���� ��

�^����ӹ���ʽ
1���@��
�@��PCB��·��S��Ҋ�ļӹ���ʽ���oՓ��PCB�Ĝyԇ�ξߣ��ֻ�PCB�ĺ���̎�������v�����@���������c��PCB�Sͨ�������O�@�����@��ͨ�����ξ�ϵ���^���У����@���Ĺ���Ҳ�����p�ɵĻ�����^�������^���ɣ�ͨ���@���õ��ĺIJĺ��O���nj����@�C���@�죬�z����ľ�|�壬�X�|��ȣ��@��p�ĺ͉|��ēp�ľܶ�С��˾ͨ������һ�ҏS���@���㊵��Ͱl��ؔ�ˣ�
�����@�ķ�ʽ��Ҋ��߀����������LED���ֹ�λ�^������LED���鹝�ܮa�I������յ���������LED�ɱ����С���M�ɣ��@�N����ʹ�ý^����đ����I���ٴ��،���ͨ��LED��λ�^�����ļӹ���ʽ�����@��Ȼ���һ���AȦ���ɣ��ӹ���ʽ���^���Σ��Ј����������Ǚn�β��ߣ��������ͣ�
2����X�
��X��ǏV�|����۵Ľз���ͨ���c�f��CNC�أ�Ҳ�зQ֮��ӹ�****�ģ��䌍����һ����˼����X茵Ĺ��ܾͷdz������ˣ��@�����ַ֞�ƽ���б�棨��Q֮�����棩��б�淶������С�ܶ࣬��ƽ�����X茾ͷdz��V���ˣ��T��^���|Ƭ���^���U������݆��С�ӹ�����ʹ����X茵ķ�ʽ�ӹ��h���壬��X�****������c�����`����٣���������Ŀǰ****��Ҳ****���õļӹ���ʽ��
3������
�@�����Ј���****��ҊҲ��****��ͨ�ļӹ���ʽ��һ����T�궼�Ђ��а�C���а��֮�ã����@�Nͨ�������^�ֲڣ�����֮��ɿ�����5mm�ԃȣ��f���퇘�ˣ���Ҋ�^�ܶ��|ݸ���h������T���˾�����˴����5�����ϵĹ�˾��Ȼ߀���ý��F���Ƶ��а�C���У��|ݸ̖�Q������֮���������Ĵ_����ͨ�V���@�N��ʽ�]��ʲô���g���������^�Еr��ٍͦ�X�ģ������Еr������Ӌ���Ԓһ�����Ƿ��О�8С������СС���M��������Щ�u����T�����k��һ������О�10С������������Ԓ�������ͷdz����^�ˣ�
4��㊴�/܇��
�@�N�ӹ���ʽ�ӹ������ĮaƷ, ͨ�������㲿��֮ĮaƷ�����㊴���܇�����������������������ӹ��õģ����^��ͨ��㊴���܇���ӹ��ٶ�����һ�����c��������������@�N�h����ӹ���ʽ��Ԓ����˾�ĉ����͕�����ۿۣ����^���ξߵ�Ԓ���@�ɷN�O���DZ�ģ�Ҳ�����f����ӹ�����^��ĭh�����Ԓ��㊴���܇���Dz����x��
�����h����֬�弼�g����
1�����^ ���摪ƽ�����o���ݡ����y���Ѽy��
2���˷Q��ȼ����Sƫ��Ҋ��1��
��1 ��mm
| �˷Q��� | ƫ�� | �˜ʺ�� | ƫ�� | |
| 0.4 | ��0.10 | 8.0 | ��0.72 | |
| 0.5 | ��0.12 | 10.0 | ��0.82 | |
| 0.6 | ��0.13 | 12.0 | ��0.94 | |
| 0.8 | ��0.16 | 14.0 | ��1.02 | |
| 1.0 | ��0.18 | 16.0 | ��1.12 | |
| 1.2 | ��0.20 | 20.0 | ��1.30 | |
| 1.6 | ��0.24 | 25.0 | ��1.50 | |
| 2.0 | ��0.28 | 30.0 | ��1.70 | |
| 2.5 | ��0.33 | 35.0 | ��1.95 | |
| 3.0 | ��0.37 | 40.0 | ��2.10 | |
| 4.0 | ��0.45 | 45.0 | ��2.30 | |
| 5.0 | ��0.52 | 50.0 | ��2.45 | |
| 6.0 | ��0.60 | 60.0 | ��2.50 | |
| 80.0 | ��2.80 | |||
| ע�� 1 �������Sƫ����ɹ����p���f�̡� 2 ���ژ˷Q��Ȳ������еă��x���֮һ�ߣ������Sƫ�������һ���^��ă��x��ȵ�ƫ� | ||||
3��ƽֱ��Ҋ��2����2 �Ӊ�������ֱ�ߵ�****�����Sƫ��mm
| ��� ��d�� | ֱ���L�� | |
| 1000 | 500 | |
| 1.6��d��3 3<> 6<> 8< d | Ҋע 10 8 6 | Ҋע 2.5 2.0 1.5 |
| >ע�����˷Q�����1.6 mm��d��3 mm�����Sƫ�����ڿ��]֮�� | ||
4������Ҫ��Ҋ��4����4����Ҫ��
| �� ̖ | ָ �� �� �Q | �� λ | ָ �� ֵ | �f�� | |
| 1 | ��ֱ���������� | MPa | ��340 | - | |
| 2 | ƽ�Ќ���_�� ����֧������ | KJ/ | ��33 | ����֮һ�M�㱾�˜�Ҫ�� | |
| 3 | ƽ�Ќ���_�� ���ұ������� | kJ/ | ��34 | ||
| 4 | ��ֱ����늚⏊�� ��90���2�����У� | MV/m | Ҋ��5 | - | |
| 5 | ƽ�Ќ������늉� ��90���2�����У� | kV | ��35 | - | |
| 6a | ��늳��� ��48Hz-62Hz���£� | - | ��5.5 | ����֮һ�M�㱾�˜�Ҫ�� | |
| 6b | ��늳��� ��1MHz���£� | - | ��5.5 | ||
| 7 | �R���ضȿv�� | �� | ��200 | ||
| 8 | �᷀���� | �� | 200 | ||
| 9 | ������׃��������4h | �� | 130 | ||
| 10 | ���쏊�ȿv�� �M�� | MPa | ��314 ��216 | ||
| 11 | ճ�Ϗ��� | N | ��5600 | ||
| 12 | ��������ʳ��B�r ��ˮ�� | M�� | ��1�� ��1�� | ||
| 13 | �w�e����ʳ��B�r ��ˮ�� | M����m | ��1�� ��1�� | ||
| 14 | ƽ�Ќ���^����賣�B�r ��ˮ�� | M�� | ��1�� ��1�� | ||
| 15a | ���|�p���� ��48Hz-62Hz���£� | - | ��0.04 | ����֮һ�M�㱾�˜�Ҫ�� | |
| 15b | ���|�p���� ��1MHz���£� | - | ��0.04 | ||
| 16 | ��ˮ��^����� | �� | ��5.0�� | - | |
| 17 | �ܶ� | g/ | ��1.7-1.9�� | - | |
| 18 | ��ˮ�� | mg | Ҋ��6 | - | |
��5��ֱ����늚⏊��
| ƽ����� mm | 늚⏊�� MV/m | ��� mm | 늚⏊�� MV/m |
| 0.4 | ��16.9 | 1.6 | ��12.7 |
| 0.5 | ��16.1 | 1.8 | ��12.2 |
| 0.6 | ��15.6 | 2.0 | ��11.8 |
| 0.7 | ��15.2 | 2.2 | ��11.4 |
| 0.8 | ��14.8 | 2.4 | ��11.1 |
| 0.9 | ��14.5 | 2.5 | ��10.9 |
| 1.0 | ��14.2 | 2.6 | ��10.8 |
| 1.2 | ��13.7 | 2.8 | ��10.5 |
| 1.4 | ��13.2 | 3.0 | ��10.2 |
ע��1 ��90���2�����д�ֱ����늚⏊�ȣ������x20s��������1min�͉�ԇ�Ҫ���е�һ�N�������϶���֮һҪ��IJ��ϣ���ҕ��90���2�����д�ֱ����늚⏊���Ƿ��ϱ��˜�Ҫ��ġ� 2 ����y�õ�ԇ�Ӻ�����gƽ��ֵ�ǽ��ڱ��Ѓɺ��֮�g���t��ָ��ֵ���ăȲ巨��ȡ������y�õĺ�����gƽ��ֵС��0.4mm���t��늚⏊��ָ��ֵȡ��16.9MV/m������˷Q��Ȟ�3mm�����Ҝy�õĺ�����gƽ��ֵ����3mm�r���t��늚⏊�ȵ�ָ��ֵȡ��10.2MV/m��6��ˮ��
| ԇ�Ӻ��ƽ��ֵ mm | ��ˮ�� mg | ԇ�Ӻ��ƽ��ֵ mm | ��ˮ�� mg |
| 0.4 | ��17 | 5 | ��25 |
| 0.5 | ��17 | 6 | ��27 |
| 0.6 | ��17 | 8 | ��31 |
| 0.8 | ��18 | 10 | ��34 |
| 1.0 | ��18 | 12 | ��38 |
| 1.2 | ��18 | 14 | ��41 |
| 1.6 | ��19 | 16 | ��46 |
| 2.0 | ��20 | 20 | ��52 |
| 2.5 | ��21 | 25 | ��61 |
| 3 | ��22 | ����ӹ���22.5 | ��73 |
| 4 | ��23 |
ע��1����y�õ�ԇ�Ӻ�����gƽ��ֵ�ǽ��ڱ��Ѓɺ��֮�g���t��ָ��ֵ���ăȲ巨��á�2����y�õĺ�����gƽ��ֵС��0.4mm���t��ָ��ֵȡ��17mg������˷Q��Ȟ�25mm���y�õĺ�����gƽ��ֵ����25mm�r���t��ָ��ֵȡ��61mg���˷Q��ȴ���25mm�İ�ģ��t���Ć���ӹ���22.5mm�Ҽӹ��摪�DZ��^�⻬�ġ�
�ҹ�˾�������M�ĵļӹ����a�O�䡣�ɸ����͑��ĈD���M�мӹ�. ��T�ͽ^���� U�ͽ^���� ���ͽ^���� �h�ͽ^���� ���ͽ^���� L�ͽ^���� �ȣ�Ԕ��Ո���0514-88779789�W�j�N�۲��˽����aƷ��Ϣ��

 0514-88779789
0514-88779789